去除 4 种信号的咬钢和抛钢阶段信号,并截取6 000 个样本点做垂直、轴向和水平振动信号的时域 图,如图 5 所示。
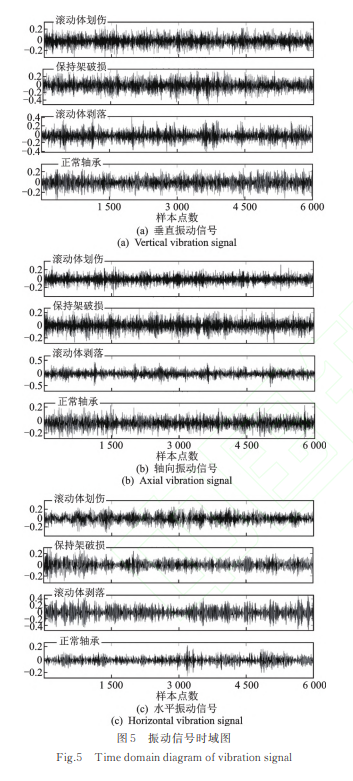
经过 PSO‑VMD 分解后,4 种轴承各方向信号 的分解参数如表 1 所示。为加快 PSO 的运算速度, 设置 PSO 对 K 的寻优范围为[4~10],α 的寻优范围 为[2 000~3 000],α 搜索步长为 50。其中,滚动体 剥落轴承垂直方向振动信号得到 6 个 IMF 分量,计算实验轧机滚动体剥落故障信号各个 IMF 分量与 原信号的相关系数、峭度和方差贡献率等指标,如 表 2 所示。综合各分量的相关系数、峭度与方差贡 献率指标,判断 IMF2 分量包含较多的故障特征信 息,为***优分量。滚动体故障轴承的 IMF2包络谱见图 6,第 1 个 优势峰对应的频率为 0.091 Hz,约为轴承旋转频率, 0.351 Hz 为滚动体故障频率,0.732 4 与 1.068 Hz 分 别为滚动体故障频率的 2 倍频和 3 倍频。由于轧制 板材长度有限,去除咬钢与抛钢阶段,实际采集有限 正常数据较少,导致包络谱图像稀疏,频率分辨率 较低。 由图 5 可知,VMD 分解对信号处理后选取***优 分量并进行包络分析,可以从频谱图中找到滚动体 故障特征频率,但是由于数据量少导致效果并不完 美,并且较少的数据量使得滚动体磨损和保持架破 损等较微弱,难以识别故障包络谱中的故障频率。因此,仍需要对信号进行特征提取,以进一步提高诊 断的正确率。3.2 VMD 分解与 MMPE 算法结果分析 VMD 算 法 分 解 各 方 向 振 动 信 号 得 到 K 个 分 量,选取前 4 个较优分量按照 IMF1~IMF4的顺序对 振动信号的分量进行 3 维 MMPE 值的计算,并按照 分量数进行排列,与峰峰值组成 5 维特征向量,用于 PSO‑SVM 识别分类;选取 EEMD 与 LMD 算法处 理后的前 4 个较优的 IMF 分量计算 MMPE 值,并组 成特征向量,用于 PSO‑SVM 模型识别分类。 同样, 采用 MPE 算法对信号进行特征提取并对比。由于嵌入维数 m 过大会影响算法,导致信号序 列排列组合过多。现有研究表明,m 设置为 3~7 均 可以取得较好的效果,因此笔者将算法的嵌入维数 m 设置为 3,每组信号只会出现 6 种排列组合方式, 极大地节省了计算时间。在 1~20 的尺度空间内寻 找***优尺度因子,计算不同尺度因子下模型输入振 动信号的 VMD‑MMPE 与 VMD‑MMPE 的诊断准 确率,并绘制准确率变化曲线如图 7 所示。***终, MMPE 与 MPE 的尺度因子选为 14 与 13。 EEMD,LMD 和 VMD 这 3 种算法处理的 4 个分量按照 6 000 个样本分段,提取 10 个时域特征, 将信号作为输入向量输入 PSO‑SVM 模型,并进行 识别分类和对比。实验轧机各类故障标签如表 3 所示。实验轧机各类故障标签中均随机计算 30 个特征向量作为测试集,VMD ***优分量信号时域指标 作为输入,预测分类结果如图 8 所示。其中,无故障 2 个点被错分,滚动体剥落 2 个点被错分,滚动体磨 损 18 个点被错分,分类正确率为 81.67%。由于滚 动体磨损程度较低,信号与正常轴承相似,无故障与 滚动体磨损两者被错分严重。 实验轧机 EEMD 分量 MPE 值特征向量作为输 入预测分类结果如图 9 所示,其中无故障 2 个点被 错分,保持架故障 4 个点被错分,滚动体磨损 5 个点 被错分,模型分类正确率为 90.83%。采用 MPE 算 法后错分情况得到改善。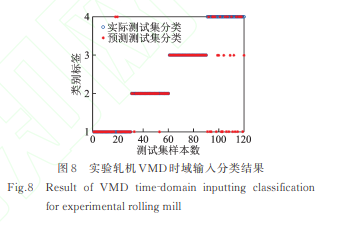
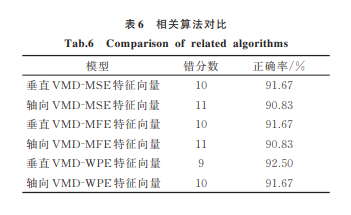
VMD 分量 MPE 值特征向量作为输入预测分 类结果如图 10 所示,其中无故障 3 个点被错分,保持 架破损 2 个点被错分,滚动体磨损 4 个点被错分,模 型分类正确率为 92.50%。采用 MPE 特征向量作为输入与分类信号直接作为输入相比,同类故障错分 情况明显改善;与 EEMD 算法相比,诊断正确率有 所提高。 实验轧机 VMD 分量 MMPE 值特征向量作为 输入预测分类结果如图 11 所示,其中无故障 3 个点 被错分,滚动体剥落 1 个点被错分,保持架破损 2 个 点被错分,滚动体磨损 1 个点被错分,模型分类正确 率为 94.17%。相较于时域指标输入与 MPE 特征输 入,其正确率进一步得到提高。 PSO‑SVM 与 SVM 算法诊断正确率及程序运 行时间如表 4 和表 5 所示。轧机在运行过程中轧辊 存在轴向窜动、金属变形流动、轧辊之间的摩擦以及 辊系变形,会导致轴向力的产生,所以轧机多列滚子 轴承在轧制过程中存在轴向力,需要对轴向振动信 号输入进行对比。统计计算时间为整个故障诊断流 程所需时间。 由图 8~11 及表 4,5 可知:VMD 算法在 3 种输 入情况下均具有较高的分类正确率,VMD‑MMPE 组合特征向量作为输入处理两类数据正确率***高, 为 94.17%;运用 MPE 算法提取特征向量,优化输入 后 ,SVM 诊 断 正 确 率 及 诊 断 速 度 均 明 显 提 高 ;MMPE 组合特征向量作为输入,提高了模型同故障、不同部位的故障程度分类效果;MMPE 优化了 PSO‑SVM 的输入,验证了 VMD‑MMPE 值作为轴 承故障特征表征具有较好的效果。 为进一步验证本研究 VMD‑MMPE 特征提取 方法的有效性,将其与多尺度熵和多尺度模糊熵 (multiscale fuzzy entropy,简称 MFE)以及加权排列 熵(weighted permutation entropy,简 称 WPE)进 行 对比。MSE 参数设置为:m=3,r=0.15σ,τ=1,s= 15。MFE 参数设置为:m=3,τ=1,s=15。WPE 的参数设置为:m=3,τ=1。相关算法对比如表 6 所 示,可见 VMD‑MSE,VMD‑MFE 和 VMD‑WPE 的 效果均不如本研究的 VMD‑MMPE。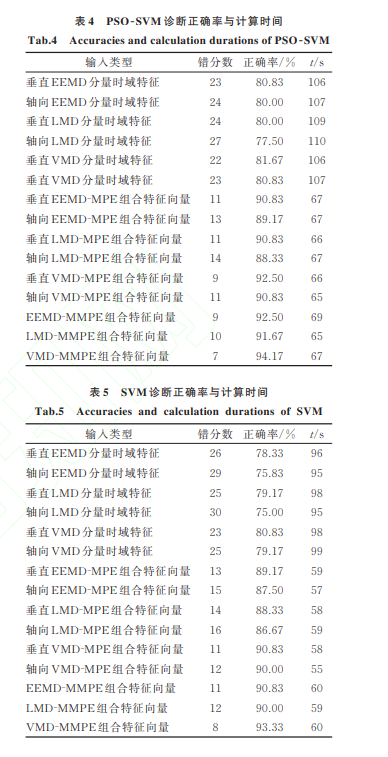
4 结 论1)实验轧机数据分析结果表明,VMD 结合排 列熵处理效果优于 EEMD 和 LMD 算法,MMPE 可 以很好地提取出轴承的故障特征,可以有效实现对 轴承故障诊断。 2)分量时域特征输入、MPE 组合特征向量输 入 与 MMPE 组 合 特 征 向 量 输 入 结 果 对 比 表 明 , MMPE 值可以极大地优化 PSO‑SVM 的输入,减少 输入维数,实现对轴承各类故障的表征,缩短诊断计 算时间,提高诊断正确率。3) MMPE 算法在信号特征提取中的效果优于 现有的 MSE,MFE,MPE 和 WPE 算法。4)所建立的故障诊断模型能够实现轧机滚动 体和保持架的故障诊断,并可有效实现早期滚动体 划伤故障的诊断分类。[声明] 本文来源网络,由轧机轴承整理发布,版权归原作者所有。转载请注明来源,如有侵权,请联系我们删除。





 苏公网安备32020602001791
苏公网安备32020602001791